Rupture d'une pale de rotor principal
de l'hélicoptère MD Helicopter Inc. 369D C-GHFA
exploité par Helifor Industries Ltd.
à Kamloops (Colombie-Britannique)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
L'hélicoptère MD Helicopter Inc. 369D, immatriculé C-GHFA et portant le numéro de série 290459D, apporte son aide à des opérations d'hélidébardage à partir des installations de l'exploitant à Horizon Camp, situé près d'Adams Lake, à 56 milles marins au nord-est de Kamloops (Colombie-Britannique). Le pilote signale qu'à des réglages de couple élevés, le levier de pas collectif offre une certaine résistance. Cette résistance disparaît par la suite. Les pales du rotor principal semblent être hors sillage, et l'hélicoptère subit de fortes vibrations. Le pilote termine le vol de transport d'équipage et de matériel et il se pose. Le personnel de maintenance de la compagnie inspecte l'hélicoptère et découvre une crique sur l'intrados d'une des cinq pales du rotor principal.
Renseignements de base
L'exploitant a signalé que dans les jours précédant l'incident, les pales avaient été hors sillageNote de bas de page 1 à de nombreuses reprises. Le personnel de la compagnie devait régler le sillage des pales presque à tous les quarts de travail, mais les pales ne fonctionnaient pas bien ensemble. De plus, pendant un vol, un des régleurs a remarqué que les patins vibraient de façon excessive. Tout l'hélicoptère était soumis à une vibration verticale importante.
Les pales avaient été déposées le 18 juin 2002 après 8350 heures de vol, alors que l'hélicoptère allait faire l'objet d'une inspection aux 100 heures. Une inspection relative aux événements liés au coupleNote de bas de page 2 avait été effectuée 19,7 heures et 197 événements liés au couple avant l'inspection aux 100 heures. Les pales avaient été inspectées à deux reprises le matin de l'incident par le technicien d'entretien d'aéronefs (TEA) et par le pilote au cours de son inspection avant le vol. Le TEA a inspecté les commandes et les pales du rotor principal de l'hélicoptère au moment où le nombre total d'heures de vol cellule s'élevait à 8353,6, et il a découvert que l'intrados de la pale rouge était criqué à partir du bord de fuite jusqu'au longeron. La pale de rotor principal en question, réf. 500P2100-101 et numéro de série A340, cumulait 2981,1 heures de vol depuis sa mise en service initiale.
L'hélicoptère MD Helicopter 369D est équipé d'un rotor principal entièrement articulé à cinq pales. Ces dernières sont de couleurs différentes afin de faciliter le centrage et le réglage du sillage. Le manuel de vol (369D Rotorcraft Flight Manual) de l'hélicoptère stipule qu'en cas de vibrations soudaines, il faut poser l'appareil immédiatement et ne pas reprendre le vol avant d'avoir déterminé la source des vibrations. Le paragraphe 2, Dépannage du rotor principal, du chapitre 62-00-00 du manuel de maintenance (Maintenance Manual HMI-2) de MD Helicopter Inc. stipule, en partie, que [traduction] « ...les vibrations excessives soudaines et/ou les vibrations anormales du rotor principal devraient immédiatement faire l'objet d'une enquête visant à découvrir la source des vibrations avant la poursuite du vol . Il ne faut en aucun cas tenter de régler le problème en effectuant le réglage du sillage du rotor principal. Une inspection complète des pales du rotor principal, du moyeu et du faisceau torsible doit d'abord être effectuée. » Les cinq pales du rotor principal qui étaient montées sur l'hélicoptère en question provenaient soit de MD Helicopter Inc. (MDHI), soit de Helicopter Technology Corporation (HTC), et la date de mise en service variait d'une pale à l'autre. Chacun sait dans l'industrie qu'il peut être très ardu d'effectuer le centrage et le réglage du sillage de certaines combinaisons de pales.
HTC est titulaire du certificat de type supplémentaire (CTS) numéro SR09074RC, et a commencé, en 1999, à fabriquer toutes les pales de rotor principal pour MD Helicopters en vertu d'un document appelé Parts Manufacturing Approval (approbation de fabrication de pièces). Un certificat de type supplémentaire est délivré à un demandeur qui a reçu l'autorisation de la FAA de modifier un aéronef par rapport à sa définition de type originale. Le certificat de type supplémentaire, qui incorpore par renvoi les certificats de type connexes, approuve non seulement la modification, mais aussi l'effet de cette modification sur la définition de type originale. Le processus de fabrication des pales, réf. 500P2100-101, est essentiellement le même que celui des pales de MD Helicopters Inc. et des pales fabriquées par le précédent titulaire du certificat de type, soit McDonnell Douglas Helicopter Systems (MDHS).
Les pales étaient habituellement amarrées lorsque l'hélicoptère était stationné. Environ une semaine avant l'incident, soit la nuit avant le vol à destination d'Adams Lake, l'hélicoptère était stationné à Campbell River, et l'une de ses pales était amarrée à l'aide du cordage des enveloppes de pale. Les vents ont atteint une vitesse de huit noeuds cette-nuit-là. Le chapitre 10-10-00, Procédures et instructions relatives à l'amarrage, du manuel de maintenance de MD Helicopter, fait la mise en garde suivante : lorsqu'on amarre les pales à l'aide du cordage des enveloppes de pale, il faut rattraper le mou tout en prenant soin de ne pas exercer de charge en flexion, et il faut installer une enveloppe sur chacune des pales. Les charges en flexion présentent un danger pour l'intégrité structurale des pales. Habituellement, les pales deviennent rigides dans le plan de rotation sous l'effet des forces centrifuges. Lorsque l'hélicoptère est stationné, les pales peuvent être soumises à des rafales de vent qui exercent des charges en flexion. Lorsque les prévisions font état d'une violente tempête ou de vents d'une vitesse supérieure à 40 noeuds, l'hélicoptère devrait être placé dans un hangar ou déplacé vers un endroit plus sûr, ou les pales doivent être déposées puisqu'elles pourraient être soumises à d'importantes charges en flexion.
MDHS a publié la lettre de service SL369D-111, en date du 11 janvier 1999, afin d'établir une nouvelle approche concernant la durée de vie de divers composants d'hélicoptère. La durée de vie de composants comme les pales du rotor principal devait être déterminée à partir des renseignements recueillis lors d'essais en vol, d'essais en fatigue et de l'expérience acquise sur le terrain. Certains exploitants ont signalé qu'ils avaient dépassé le nombre estimé de manoeuvres à contraintes élevées dans le cadre des opérations de vol quotidiennes, ce qui a poussé MDHS à réévaluer la méthode de détermination de la durée de vie qui, jusqu'à ce jour, ne tenait compte que du nombre d'heures en service.
Il a été proposé que l'on tienne compte des événements liés au couple dans le cadre des opérations de vol. Par la suite, soit le 15 mai 2001, MDHI a publié le bulletin de service SB369D-201 dont l'exécution est obligatoire. Le 24 juillet 2001, MDHI a publié le bulletin de service SB369D-201R1. Ces bulletins contiennent les critères devant aider les exploitants à comprendre le niveau d'utilisation, l'impact de cette utilisation sur la vie des pales de rotor principal et les inspections correspondantes requises pour déceler d'éventuelles criques. En vertu du Règlement de l'aviation canadien, il n'est pas obligatoire de se conformer aux lettres et aux bulletins de service à moins qu'une autorité étrangère de l'aviation civile ne l'exige ou qu'une consigne de navigabilité ne le mentionne.
MDHI publie des limites de navigabilité qui établissent la durée de vie des composants d'hélicoptère. Conformément au chapitre 4, révision 29, du manuel de maintenance de MDHI, la durée de vie de la pale en question, réf. 500P2100-101, est de 3530 heures. Au départ, les pales doivent subir une inspection régulière aux 100 heures et, conformément au bulletin de service SB369D-201R1, lorsque les pales ont cumulé 750 heures de vol et 13 720 événements liés au couple, les exploitants doivent effectuer une inspection des pales du rotor principal portant sur les événements liés au couple à toutes les 35 heures de vol ou à tous les 200 événements liés au couple, selon la première éventualité. Aucun nombre limite d'événements liés au couple n'a été établi pour les pales du rotor principal.
Le BST a déjà enquêté sur la rupture d'une pale de rotor principal (A01P0061) dont la cause a été attribuée à un défaut de fabrication au premier trou d'allégement du profilé en C, à la référence 36,5 pouces. Au cours de cette enquête, MDHI a examiné 28 pales afin de déterminer le mode de défaillance. Un examen du profilé en C faisait partie du protocole d'étude. Des 28 pales examinées, quatre comportaient une crique au premier trou d'allégement dans le profilé en C. De ces quatre pales, trois provenaient d'un appareil qui avait été utilisé dans des opérations où le nombre d'événements liés au couple par heure était très élevé. Le quatrième appareil aurait, semble-t-il, été utilisé de manière à dépasser les limites normales du manuel de vol de l'hélicoptère. Les criques dans le profilé en C qui ont été découvertes au cours de l'étude en question ne semblaient pas être le résultat d'un défaut de fabrication. Les pales soumises à un nombre élevé d'événements liés au couple étaient plus sujettes au criques. L'étude a démontré que la crique découverte dans le profilé en C d'une pale constituait un cas rare mais non unique. L'étude a également démontré que s'il y avait une crique, sa progression serait découverte très rapidement grâce à l'exécution du bulletin de service SB369D-201R1. Les trous d'allégement sont habituellement pratiqués dans les composants structuraux afin d'en réduire le poids, mais un tel procédé peut aussi avoir un effet sur les propriétés de torsion et de flexion et sur la durée de vie en fatigue. La réduction de poids de cette pale de rotor principale serait, semble-t-il, négligeable.
Le laboratoire du BST a reçu 16 pales de rotor principal afin de déterminer la fréquence des criques au niveau des trous d'allégement du profilé en CNote de bas de page 3. Après avoir sectionné et examiné les pales, on a découvert des criques au niveau du premier trou d'allégement, situé autour de la référence 36,5, sur quatre d'entre elles. Aucune des criques trouvées près des trous d'allégement des profilés en C ne s'était propagée jusqu'au revêtement extérieur (rapport LP069/2002 du BST, annexe A). Étant donné la faible épaisseur du profilé en C (0,28 mm), toute imperfection de surface du trou d'allégement constituerait un facteur élevé de concentration des contraintes. En fait, au moins deux criques, peut-être trois, avaient pris naissance là où on pouvait trouver des irrégularités de surface. La progression des criques étaient très avancée, ce qui signifie que les criques s'étaient formées et propagées alors que les pales cumulaient bien moins d'heures que la durée de vie de 3530 heures de vol. Cette situation révèle une faiblesse de la pale et le caractère insidieux de la crique (indétectable à l'aide d'une inspection classique). L'intégrité structurale des pales était compromise. Il n'existe aucune inspection obligatoire visant à déceler d'éventuelles criques au niveau des trous d'allégement, ni aucune norme documentée qui permettrait d'accepter des défauts de matériau, comme une crique dans le profilé en C, dans cette partie des pales de rotor principal.
Une recherche effectuée dans les bases de données de rapports de difficultés en service de Transports Canada et de la Federal Aviation Administration (FAA) a permis de découvrir sept cas de criques de pales de rotor principal pour des hélicoptères de modèle 369, dont quatre faisaient état de criques situées autour de la référence 36,5. Les pales du rotor principal de l'hélicoptère MDHI 600N sont de construction similaire et sont également sujettes aux criques à cet endroit, comme le révèlent deux rapports de la base de données de rapports de difficultés en service.
Dans le cadre des exigences de la FAA relative à la certification des pales de rotor principal, MDHI a réalisé une analyse des contraintes pour l'hélicoptère 369FNote de bas de page 4 à partir d'un modèle informatique afin d'évaluer les contraintes à certains endroits des pales de rotor principal. Il n'y pas eu d'analyse des contraintes s'exerçant à la référence de pale 36,5. MDHI a établi l'intervalle d'inspection à partir de l'analyse de la propagation de la crique.
La pale, numéro de série A340, de rotor principal dont il est question dans le présent rapport a fait l'objet d'un examen préliminaire aux installations régionales du BST. Les essais métallurgiques ont été effectués sous la supervision du BST par R. J. Waldron & Company (1987) Ltd., qui a rédigé le rapport sommaire d'analyse technique numéro 02-230.
Transports Canada a également fourni au BST un exemple de pale ayant subi une rupture. Cette pale cumulait environ 2400 heures de vol et environ 17 000 événements liés au couple. L'intrados était criqué, et le laboratoire du BST a confirmé que la crique située près de la référence de pale 36,5 avait pris naissance au trou d'allégement du profilé en C.
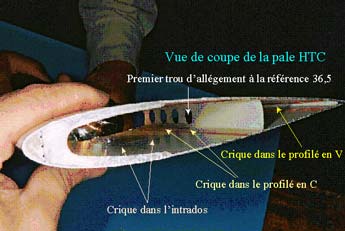
La crique visible sur la surface extérieure de la pale mesurait 4,5 pouces et était orientée dans le sens de la corde. Elle s'étendait du bord arrière du longeron jusqu'au bord de fuite de l'intrados, à la référence 36,5. Une fois la pale sectionnée, il a été possible de découvrir qu'en plus de la crique à l'intrados, le profilé en V au bord de fuite comportait également une crique longitudinale qui mesurait 2,7 pouces de longueur. Cette crique se situait à peu près à égale distance entre la crique à l'intrados et la crique dans le profilé en C, sous le premier trou d'allégement. Aucune crique n'a été décelée dans le longeron et dans l'extrados de la pale, à l'endroit où l'intrados comportait une crique (photo 1).
Les faciès de rupture de la crique dans le profilé en C comportaient des rides et, à certains endroits, des stries de détérioration qui sont caractéristiques d'un criquage progressif attribuable à de la fatigue. On a découvert que la crique de fatigue avait pris naissance à la surface intérieure du premier trou d'allégement du profilé en C de la pale. La crique s'est ensuite propagée vers le bas à travers la partie inférieure du profilé puis dans l'adhésif entre le profilé et le revêtement extérieur. On a aussi vu l'amorce d'une crique capillaire de fatigue dans la face intérieure de l'intrados, sous le profilé en C. La crique de fatigue a ensuite atteint la face extérieure de l'intrados et, de là, elle s'est propagée vers l'avant et vers l'arrière dans le sens de la corde.

On a découvert que l'amorce de crique de fatigue était associée à des piqûres de corrosion relativement grosses à la surface du trou d'allégement du profilé en C (photo 2). Ces piqûres étaient présentes lorsque la couche d'apprêt a été appliquée sur la pièce. Des bâtonnets de strontium, qui sont incorporés à l'apprêt, ont été trouvés à la surface des piqûres de corrosion. Une crique secondaire s'était propagée jusqu'à la partie inférieure du troisième trou d'allégement du profilé en C. La crique au niveau du troisième trou d'allégement du profilé en C semblait être associée à des piqûres dans la surface intérieure du trou d'allégement. D'après une analyse du revêtement de la pale et du profilé en C, le matériau utilisé est un alliage d'aluminium Alclad AA 2024. Aucun contaminant significatif n'a été retrouvé sur les faciès de rupture de la crique.
Le processus d'assurance de la qualité décrit par HTC en ce qui a trait à la méthode d'inspection des profilés en C consiste à faire glisser un doigt ganté le long de la surface afin d'y déceler d'éventuels défauts ou imperfections, comme des ébarbures ou des entailles.
MD Helicopters Inc. a établi un nombre précis d'événements liés au couple pour l'hélicoptère de modèle 600N, nombre qui est basé sur le compte de l'indice de durée de vie. L'hélicoptère de modèle 369 n'est pas soumis à la même exigence.
Analyse
Les piqûres de corrosion dans le profilé en C étaient présentes lorsque la couche d'apprêt a été appliquée sur la pièce. Ces imperfections ou piqûres ont produit une zone de concentration des contraintes et elles sont à l'origine de la crique dans le trou d'allégement du profilé en C, laquelle s'est propagée jusqu'à l'intrados de la pale. L'intégrité structurale de la pale du rotor principal a été compromise.
Le défaut de sillage de la pale de rotor principal a été accentué par la crique qui s'est propagée jusqu'à l'intrados. Une inspection de la pale relative aux événements liés au couple et effectuée par le personnel de maintenance de la compagnie peu avant l'incident n'a pas permis de révéler des dommages ou une crique dans l'intrados, ce qui laisse croire que la crique s'est peut-être propagée rapidement et/ou qu'il était difficile de détecter quoi que se soit dans l'intrados de la pale, habituellement peinte en noir, à l'aide de la méthode d'inspection visuelle prescrite. La pale en question cumulait 2981,1 heures de vol depuis sa mise en service initiale et 24 950 événements liés au couple. L'enquête précédente du BST, qui a donné lieu au rapport numéro A01P0061, a révélé qu'une pale défectueuse avait été déposée après avoir cumulé 2266,3 heures de vol depuis sa mise en service initiale et 32 523 événements liés au couple. Aucun nombre limite d'événements liés au couple n'a été établi pour les pales du rotor principal. Les pales sont essentiellement soumises à un programme de maintenance selon état parce que le fabricant s'en remet aux inspections pour déceler les criques et retirer les composants du service. Plusieurs autres pales de rotor principal présentaient des criques à la référence 36,5 ou près de cet endroit. L'analyse des contraintes approuvée par la FAA pour l'hélicoptère de modèle 369F n'a pas permis d'évaluer les contraintes qui s'exerçaient à cet endroit. MDHI a adopté un intervalle d'inspection basé sur son évaluation de l'analyse de progression des criques. Il n'existe aucune inspection obligatoire visant à identifier les criques au niveau des trous d'allégement, ni aucune norme documentée qui permette d'accepter les petites imperfections des matériaux à cet endroit des pales de rotor principal. La crique dans le profilé en C a donc amené la pale de rotor à ne plus être apte au volNote de bas de page 5. Il est possible que les pales n'atteignent pas la durée de vie attendue de 3530 heures en service.
Le dénombrement des événements liés au couple peut être encore plus difficile et imprécis lorsque l'hélicoptère est soumis à un nombre élevé d'événements liés au couple parce que l'appareil ne consigne ni n'enregistre automatiquement le nombre de transitions entre le vol stationnaire et le vol vers l'avant et/ou le nombre de levages; le pilote doit se fier à sa mémoire pour effectuer ce dénombrement. L'exécution du bulletin de service SB369D-201, publié le 15 mai 2001, a été rendue obligatoire par MDHI. En vertu du Règlement de l'aviation canadien, il n'est pas obligatoire de se conformer aux lettres et aux bulletins de service à moins qu'une autorité étrangère de l'aviation civile ne l'exige ou qu'une consigne de navigabilité ne le mentionne. Donc, les pales de rotor de MDHI sont soumises à un « facteur de fatigue » dont le suivi n'est peut-être pas suffisamment bien assuré par les exploitants.
La méthode d'inspection du fabricant en ce qui a trait aux profilés en C consiste à faire glisser un doigt le long de la surface afin d'y déceler d'éventuels défauts et imperfections, comme des ébarbures ou des entailles. Cette méthode peut être insuffisante, puisque faire glisser un doigt le long du profilé peut ne pas révéler les légères imperfections qui sont le mieux détectées à l'aide d'un grossissement. HTC a introduit une inspection aux ultrasons dans son processus de fabrication afin de détecter les manques d'adhérence. Cette inspection ne permet peut-être pas de détecter les légères anomalies ou imperfections se trouvant sous la surface et qui peuvent avoir une incidence critique sur l'intégrité structurale des pales de rotor principal et sur la durée de vie en fatigue.
Environ une semaine avant l'incident, l'exploitant a amarré seulement une des pales du rotor principal alors que soufflaient des vents légers. Le fait de n'amarrer qu'une pale peut accentuer les forces en flexion parce que les quatre pales qui ne sont pas amarrées battent au vent, produisent des forces de flexion et agissent comme levier lorsqu'elles se soulèvent et s'abaissent. L'intégrité structurale des pales de rotor principale peut avoir été compromise.
Le rapport de laboratoire LP 069/2002 du BST, l'étude de MD Helicopters Inc. et les bases de données de rapports de difficultés en service laissent croire que les pales de rotor principal sont sujettes à des criques au premier trou d'allégement à la référence de pale 36,5. Les trous d'allégement du profilé en C ne permettent d'obtenir qu'une réduction non significative du poids. Le rapport d'enquête A01P0061 du BST a conclu qu'un défaut de fabrication au premier trou d'allégement a compromis l'intégrité structurale des pales de rotor principal.
L'enquête a donné lieu au rapport de laboratoire suivant :
- LP 069/2002 – Main Rotor Blades, MD 369 Helicopters (various), C-CHFA, 18 June 2002 (pales de rotor principal, hélicoptères MD 369 [divers], C-CHFA, 18 juin 2002)
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- La pale de rotor principal s'est criquée sous l'effet de la fatigue du métal, crique qui a pris naissance sur des piqûres ou imperfections relativement larges à la surface des trous d'allégement du profilé en C. Ces piqûres ont causé une zone de concentration des contraintes et sont le point de départ de la crique qui s'est propagée jusqu'à l'intrados de la pale.
- Les piqûres de corrosion dans le profilé en C étaient présentes lorsque la couche d'apprêt a été appliquée sur le composant. L'intégrité structurale de la pale de rotor principal a été compromise par des piqûres de corrosion avant que la surface ait été traitée.
Faits établis quant aux risques
- Le défaut de sillage de la pale de rotor principal a été accentué par la crique de la pale qui s'est propagée jusqu'à l'intrados. Les travaux de maintenance qui ont été effectués pour corriger le fait que les pales étaient hors sillage n'ont pas réglé le problème parce qu'une crique à l'endroit en question peut apparaître rapidement ou être difficile à évaluer à l'aide de la méthode d'inspection visuelle prescrite.
- Le bulletin de service SB 369D-201R1 exige que les exploitants dénombrent et consignent dans le livret technique pertinent le nombre d'événements liés au couple que subit l'hélicoptère. En vertu des règlements de l'aviation en vigueur, il n'est pas obligatoire de se conformer aux lettres et aux bulletins de service.
- Il se peut que les pales de rotor principal sujettes à un « facteur de fatigue » ne fassent pas l'objet d'un suivi adéquat de la part des exploitants, parce que le pilote se fie à sa mémoire pour dénombrer les événements liés au couple.
- Les trous d'allégement dans le profilé en C des pales de rotor principal permettent d'obtenir une réduction négligeable du poids et peuvent comporter de légères imperfections qui passent inaperçues durant le processus d'inspection visant l'assurance de la qualité. Les imperfections dans le profilé en C peuvent mener à la formation d'une crique dans certaines conditions d'utilisation et, en bout de ligne, peuvent compromettre l'intégrité structurale des pales.
- Il n'existe aucune norme documentée qui permette d'accepter les légères imperfections de matériau dans cette partie des pales de rotor principal. La crique dans le profilé en C a donc amener la pale de rotor à ne plus être apte au vol.
- La méthode d'assurance de la qualité qui consiste à faire glisser le doigt le long de la surface afin d'y déceler d'éventuels défauts ou imperfections dans le profilé en C n'est pas suffisante, puisque la meilleure façon de déceler ces imperfections est le grossissement.
- Environ une semaine avant l'incident, l'exploitant a amarré seulement une des pales du rotor principal alors que soufflaient des vents légers. Le fait de n'amarrer qu'une pale peut accentuer les forces en flexion parce que les quatre pales qui ne sont pas amarrées battent au vent, produisent des forces de flexion et agissent comme levier lorsqu'elles se soulèvent et s'abaissent.
Mesures de sécurité
Le rapport d'enquête A01P0061, dont la publication a été autorisée par le Bureau le , mentionne que la Federal Aviation Authority des États-Unis était en train de rédiger un avis de proposition de modification qui accélérerait la publication d'une consigne de navigabilité, laquelle rendrait obligatoire l'exécution du bulletin de service SB369D-201R1 de MD Helicopter Inc. (MDHI). Aucune consigne de navigabilité n'a été publiée. La FAA étudie la possibilité d'apporter une modification à la méthode d'inspection pour que les pales fassent l'objet d'une inspection sous un grossissement de 10X.
Au cours de l'enquête A01P0061, Transports Canada a remarqué que la conformité aux documents recommandant l'incorporation des modifications, l'exécution des inspections et le respect des intervalles de révision n'étaient pas obligatoires. Cependant, il revient aux propriétaires d'hélicoptères d'être au courant du contenu de ces documents et d'évaluer, à la lumière des circonstances qui leur sont propres, si la conformité à ces documents est nécessaire. Les exploitants commerciaux devraient avoir en place un processus formel visant l'exécution de cette évaluation dans le cadre du programme d'évaluation prescrit aux articles 706.15 et 726.15 du Règlement de l'aviation. Le Conseil consultatif sur la réglementation aérienne canadienne (CCRAC) a approuvé les avis de proposition de modification APM 2000-249 et 2000-250. Ces APM visent à modifier le RAC dans le but de clarifier les responsabilités des exploitants à cet égard.
Transports Canada a précisé qu'il continuerait à suivre l'enquête A01P0061 et étudierait la possibilité de prendre une mesure unilatérale par l'entremise d'une consigne de navigabilité si la Federal Aviation Authority ne rendait pas obligatoire l'exécution du bulletin de service SB369D-201R1 de MDHI.
Helifor Industries Ltd. a adopté une politique qui exige l'inspection quotidienne des pales de tous ses hélicoptères de la série 369 en ce qui a trait aux événements liés au couple.
Helifor a modifié sa politique sur le stationnement et l'amarrage des MD 500. L'entreprise a établi un espacement minimal pour les hélicoptères de transport lourd afin de réduire les déflexions importantes vers le bas, et elle a remplacé son équipement d'amarrage. Helifor a également procédé à l'inspection par courants de Foucault de 60 pales de rotor principal dont le nombre d'heures en service variait, et a découvert 14 pales dont les trous d'allégement du profilé en C étaient criqués. Aucune de ces criques ne s'était propagée au revêtement extérieur. Helifor a retiré du service les pales pour lesquelles il y avait présence de criques.
Helifor a procédé à une inspection par courants de Foucault de ses pales en service, conformément à la procédure d'inspection HTCQ-010 de Helicopter Technology Company. Cette inspection permet de détecter des criques dans le profilé en C avant qu'elles ne se propagent au revêtement. Bien que rien ne permette d'établir une vitesse de propagation et que des pales aient atteint leur limite de durée de vie alors que leur profilé en C était criqué, Helifor a retiré du service toutes les pales sur lesquelles on a détecté des criques. Cette inspection a été incorporé dans notre calendrier approuvé par Transports Canada. Aussi, une inspection quotidienne des pales en fonction du bulletin de service SB369D-201R1 de MDHS est présentement en vigueur.
Dans le but d'améliorer son produit, Helicopter Technology Company a cessé de percer des trous d'allégement dans les profilés en C des pales, réf. 500P21100-103, nouvellement fabriquées et des pales, réf. 369D21120-503, vendues par MDHI. HTC a publié dans son site web, le bulletin de service obligatoire numéro 2100-3R2. HTC a avisé le BST que toutes les pales qui lui sont envoyées pour réparation font l'objet d'une inspection aux courants de Foucault.
Le présent rapport met un terme à l'enquête du Bureau de la sécurité des transports du Canada (BST) sur cet événement. Le Bureau a autorisé la publication du rapport le .
Annexes
Annexe A - Extrait du rapport LP069/2002
| Référence des composants du 369D21100 | |
|---|---|
| Numéro de série | Nombre d'heures en service |
| E582-515 | 238 |
| E709-515 | 238 |
| E587-515 | 238 |
| E578-515 | 238 |
| E583-515 | 238 |
| K071-523 | 3340 |
| 3838-513M | 3503 |
| 2709-513M | 3522 |
| 2727-513M | 3522 |
| 0736-513M | 3531 |
| B9660-513 | 3530 |
| 2811-513M | 3522 |
| H450-517 | 3119 |
| 2816-513M | 3522 |
| 0258-513M | 3503 |
| 3315-513M | 3483 |