Perte de puissance et défectuosité mécanique
de l'hélicoptère Eurocopter AS 350BA C-GATX
exploité par Canadian Helicopters
à 90 nm à l'est de Fort Nelson
(Colombie-Britannique)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
L'hélicoptère Eurocopter AS 350BA immatriculé C-GATX et portant le numéro de série 1221 était en descente vers un site forestier où il devait atterrir pour prendre des passagers. Le pilote a entendu deux fortes détonations qui ont été suivies d'une perte de puissance. L'équipe au sol a entendu le bruit et a vu l'hélicoptère descendre derrière des arbres en laissant une traînée de fumée sur son passage. Le pilote s'est posé en autorotation dans un marécage. L'hélicoptère a été légèrement endommagé. Personne n'a été blessé.
Renseignements de base
Le moteur Turbomeca Arriel 1B, portant le numéro de série 4432, a été examiné avant d'être retiré de la cellule. Toutes les aubes de la turbine de travail (MO4) s'étaient détachées du moyeu, ce qui avait endommagé le distributeur de la turbine de travail et la tuyère d'échappement. Le bord d'attaque des pales du rotor de queue ainsi que des dérives présentaient des dommages causés par des éclats de métal.
Le moteur est un assemblage de cinq grands modules (figure 1). Environ 37 heures avant l'accident, les modules 2, 3 et 5 avaient été remplacés par des modules révisés provenant du motoriste. Le module 4, c'est-à-dire la section de la turbine (libre) de travail, totalisait environ 1 200 heures de fonctionnement depuis la dernière révision.
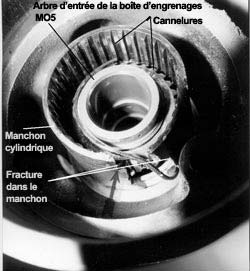
Toutes les fractures relevées sur les pieds d'aubes ont été attribuées à une surcharge typique d'une survitesse de la turbine. Les autres composants tournants du moteur n'ont pas été endommagés. Le manchon cylindrique (réf. 029270820) est un tube de métal cannelé servant de liaison et permettant le transfert de la puissance entre l'écrou cannelé de l'arbre de sortie de la section de la turbine de travail et l'écrou cannelé du pignon d'entraînement du réducteur. On a trouvé le manchon cylindrique rompu le long de son axe longitudinal. Cette pièce est un composant du réducteur et elle avait été révisée et inspectée environ 37 heures avant la défaillance.
L'examen métallurgique du manchon cylindrique effectué au Laboratoire technique du BST a permis d'établir que la rupture était attribuable à la propagation d'une crique de fatigue dans la partie centrale du manchon. La forme oblongue et la nature intergranulaire des surfaces de la fracture laissent croire que la crique s'est formée au cours du trempage qui précède le traitement de nitruration puisqu'une couche de nitrure était visible sur les surfaces de la crique. Le motoriste a signalé que la couche de nitrure pouvait masquer toute crique présente lors de l'inspection magnétoscopique, qui est la dernière étape du procédé de fabrication. De plus, la présence de la couche de nitrure a fait en sorte que la crique n'a pas pu être détectée par une inspection magnétoscopique au cours des révisions effectuées depuis la mise en service du manchon.
Le manchon est une pièce classée « selon l'état » qui ne possède ni numéro de série ni intervalle de remplacement précis. Les efforts déployés dans le but de déterminer la date de fabrication et le numéro de lot ont été infructueux en raison de l'absence de numéro de série. Les dossiers du motoriste indiquent que le manchon provient sans doute d'un lot de 94 pièces fabriquées en 1989. Il n'existe aucune méthode permettant de déterminer combien de pièces de ce lot sont encore en service ni si l'une de ces pièces est défectueuse.
Analyse
La présence de la couche de nitrure sur les surfaces de la crique révèle que la crique s'est formée au cours du procédé de fabrication, soit avant l'étape finale de nitruration et d'inspection magnétoscopique. La crique de fatigue s'est propagée et a affaibli le manchon jusqu'à ce qu'il se rompe. La crique n'a pu être décelée grâce à une inspection magnétoscopique en raison de la couche de nitrure.
Les manchons ne sont pas numérotés; il n'est donc pas possible de déterminer leur date de fabrication ni leur durée de vie. Il n'est pas possible non plus de déterminer s'il s'agit d'un cas isolé ou si les autres manchons provenant du même lot sont aussi défectueux.
L'enquête a donné lieu au rapport de laboratoire suivant :
- LP 108/00 - Engine Failure Analysis (Analyse de panne moteur).
On peut obtenir ce rapport en s'adressant au Bureau de la sécurité des transports.
Faits établis
Faits établis quant aux causes et aux facteurs contributifs
- Le moteur a subi une perte de puissance quand le manchon cylindrique assurant la liaison entre la turbine de travail et le réducteur s'est rompu.
- Le manchon s'est rompu en raison de la propagation d'une crique de fatigue qui avait pris naissance au cours du procédé de fabrication.
Faits établis quant aux risques
- Le manchon cylindrique n'a pas été inspecté correctement au moment de la fabrication et des révisions périodiques.
- Le fait que les manchons cylindriques ne portent pas de numéro de série a gêné les efforts visant à retracer la pièce.
Mesures de sécurité
Le motoriste, Turbomeca, a effectué les modifications suivantes à son procédé de fabrication et d'inspection :
- Avant la transformation, les barres (billettes) devant être transformées en manchons font maintenant l'objet d'une inspection magnétoscopique dès leur réception à la recherche d'anomalies.
- Les manchons font l'objet d'une inspection magnétoscopique et d'une inspection aux courants de Foucault après la fabrication et le traitement thermique, mais avant la nitruration.
- Les manchons seront dorénavant numérotés au moment de la fabrication.
Turbomeca a publié les bulletins de service AC 00132 (en date du 8 décembre 2000) et AC 00135 (en date du 14 décembre 2000) afin de mettre à jour les critères qui figurent dans son manuel de réparations, conformément à l'instruction technique (TI) 0021 datée du 12 décembre 2000 visant tous les ateliers de réparations sur le terrain et qui stipule :
- qu'il faut remplacer les manchons en service par de nouveaux manchons lors de la prochaine révision ou réparation;
- qu'il faut graver le numéro de série du réducteur sur le manchon lors de l'installation si le manchon n'a pas été numéroté lors de sa fabrication, et faire une inscription à cet effet sur les fiches d'entretien du réducteur.
Le 2 février 2001, Turbomeca a aussi fait parvenir une télécopie à ses clients les avisant que l'instruction technique TI-0021 serait mise à jour afin d'y inclure les instructions complémentaires suivantes :
- On ne doit plus effectuer d'inspection magnétoscopique sur le terrain.
- Le marquage des pièces cessera lorsque des pièces portant un numéro de série seront mises sur le marché (première livraison de pièces prévue pour la mi-février).
Le présent rapport met un terme à l'enquête du Bureau de la sécurité des transports du Canada (BST) sur cet accident. Le Bureau a autorisé la publication du rapport le .